Zavarivanje "uradi sam" (kontaktno, točkasto): dijagrami, proračuni, izrada. Točkasto zavarivanje svojim rukama: kako napraviti domaći aparat za otporno zavarivanje Transformator za točkasto zavarivanje iz plinskih peći
Vlastiti aparat za zavarivanje uvijek je koristan na farmi, čak i ne često, ali je vrlo potreban, a ponekad jednostavno ne možete živjeti bez njega. Pogotovo ako ste navikli sami izrađivati stvari. Stoga mikrozavarivanje "uradi sam", izrađeno od otpadnog materijala i odslužilo svoj vijek trajanja kućanskih aparata- upravo ono što nam treba.
Nećemo razmatrati mogućnost kupnje tvornički izrađenog aparata za zavarivanje, jer će to zahtijevati novac, ali ćemo odmah krenuti putem izrade domaćeg mini zavarivanja kod kuće. Ovdje postoji nekoliko vrlo dostupnih krugova aparata za zavarivanje vlastita izrada, ali najjednostavnijim i najjeftinijim se čini kontaktni uređaj ili točkasto zavarivanje.
Kako ne bi odmah bilo dvojbe o tome zašto ćemo opciju opisati kao, za to ćemo jasno definirati da nam za to neće trebati teoretsko znanje tečaja elektrotehnike i majstorsko vladanje vodoinstalaterskim vještinama. Sve će biti jednostavno, jasno i dostupno.
Priprema
Glavni dio svih električnih strojeva za zavarivanje je energetski transformator (ako ne uzmemo u obzir modernu elektroničku opremu za zavarivanje, koja se naziva i pretvarači). Stoga ćemo ga prije svega morati nabaviti odnekud, a najprikladnija i najpovoljnija opcija za to bit će stara pokvarena mikrovalna pećnica. I što je veći, to bolje za nas. Točnije, što će njegov transformator biti snažniji i to će naše zavarivanje biti jače.
Ako želite pronaći staru mikrovalnu, nije problem potražiti je kod najbližih prijatelja (onih bogatijih) ili gledajući u ploče besplatni oglasi, gdje se često nude za simboličnu naknadu. Od unutrašnjosti mikrovalne pećnice zanimat će nas samo jedan detalj - visokonaponski transformator.
Ovdje ćemo odmah utvrditi, ne ulazeći posebno u tehničke izračune, da će kontaktno zavarivanje napravljeno od takvog transformatora iz mikrovalne pećnice moći generirati struju zavarivanja od 800 do 1000 ampera. Ova struja je sasvim dovoljna za zavarivanje metalnih traka debljine do 2 mm, čak i nehrđajućeg čelika, što je težak zadatak za jednostavno zavarivanje.
Priprema transformatora za zavarivanje
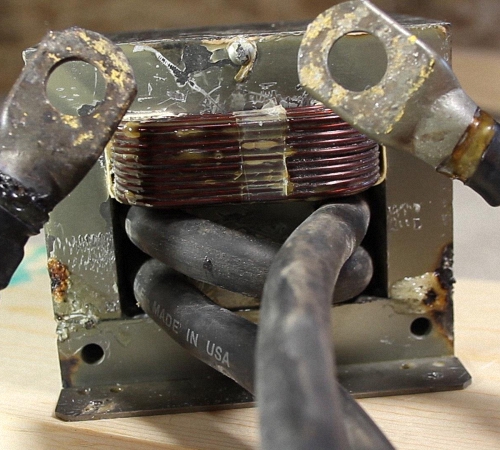
Visokonaponski mikrovalni transformator je čelična jezgra sastavljena od tankih čeličnih ploča i dva namota bakrene žice smještena unutar nje. Trebat će nam namot koji izgleda manji, smatra se primarnim i bit će namotan iz debljeg vodiča. Drugi namot (onaj koji je veći) bit će sekundarni i jednostavno nam ne treba. To je ono što prvo treba ukloniti s transformatora.
Da biste to učinili, trebate rastaviti transformator, odnosno njegovu jezgru, koja se sastoji od čeličnih ploča, čvrsto stisnutih i pričvršćenih zajedno s dva tanka zavara. Ovdje ćemo morati izrezati ove zavarene šavove, za koje možemo koristiti ili pilu za metal ili brusilicu s tankim krugom.
Imajte ovo na umu! Mogu postojati transformatori koji se drže zajedno vanjskim limenim kućištem i vijcima. U tom slučaju jednostavno odvrnite vijčane spojeve i pažljivo otvorite kućište. To je to, ne bi trebalo biti problema s daljnjim rastavljanjem.
Ovu operaciju rastavljanja transformatora obavite vrlo pažljivo, budući da će nam i dalje trebati primarni namot, stoga ga ni pod kojim uvjetima ne savijajte i ne grebite prilikom uklanjanja. Ali ne ceremonijemo sa sekundarnim namotom, može se rezati i izvlačiti čekićem i dlijetom u dijelovima, bit će puno lakše.
Kao rezultat imamo kompletan i neoštećen primarni namot transformatora i njegovu čeličnu jezgru u obliku dva odvojena dijela.
Zatim namotavamo sekundarni namot našeg budućeg transformatora za zavarivanje. Ovdje još moramo kupiti komad nove izolirane bakrene žice presjeka 50 mm2 ili oko 8 mm u promjeru. Da bismo to učinili, uzmemo ga i omotamo oko središnjeg magnetskog kruga jezgre u obliku slova W, čineći dva puna okreta. Ukupno će nam trebati oko 50 cm takve bakrene žice, računajući izlaz na kontakte za zavarivanje, jedini uvjet je da namot mora biti izveden tako da bude sredina vodiča.
Zatim sastavljamo transformator, dok primarni namot treba ostati na svom mjestu, a umjesto sekundara staviti naš novi namot od bakrene žice. Dva dijela jezgre pričvrstimo običnom dvokomponentnom epoksidnom smolom i cijelu konstrukciju stegnemo u škripac na jedan dan. Nakon što se epoksid osuši, transformator je potpuno spreman za upotrebu. Fotografija
Sastavljanje konstrukcije
Nakon probnih mjerenja jednostavnim ispitivačem pri spajanju primarnog namota na mrežu od 220 V, imamo napon od oko 2 V na sekundarnom namotu, ali s električnom strujom od približno 800 A (ovo se ne mjeri, već izračunava - ovdje vjerujemo na riječ). Ova amperaža je više nego dovoljna za izdržljivost zavareni spoj dvije metalne ploče.
Sada pravimo tijelo. Da biste to učinili, možete koristiti sve dostupne materijale, kao što su drvo, šperploča, listovi izdržljive plastike ili pocinčani lim. Glavno je postaviti sam transformator i donji kontakt na čvrstu podlogu, budući da je jedan od uvjeta jak kontakt elektroda za zavarivanje s površinom za zavarivanje, što je zauzvrat moguće uz primjenu velikog napora .
Ostaje još samo napraviti kontakte za zavarivanje i mehanički dio našeg aparata za zavarivanje je gotov. Jedan od kontakata bit će smješten na dnu i bit će nepomičan, pa je bolje napraviti njegovu bazu od drvenog bloka duljine 30 cm, što će olakšati pričvršćivanje na bazu. Na kraju šipke, pomoću proizvedenog nosača, pričvrstimo elektrodu za zavarivanje, na koju spojimo jednu od žica namota snage transformatora.
Elektrode za zavarivanje za mikrozavarivanje mogu se izraditi vlastitim rukama od bakrene šipke s poprečnim presjekom od 5 do 10 mm u promjeru, čineći malu točku na kraju na mjestu kontakta s površinom za zavarivanje. Bolje je, naravno, koristiti volframove šipke ili posebne elektrode za otporno zavarivanje od legure berilijeve bronce s dodacima cirkonija.
Izrađujemo gornji kontakt u obliku poluge. Za to možete koristiti i drveni blok ili ne baš masivni metalni profil u obliku cijevi malog promjera. Jedino što će na metalnoj poluzi dizajn pričvršćivanja elektrode za zavarivanje biti kompliciraniji, jer će također morati biti izoliran. Moramo osigurati oprugu u podnožju pomične kontaktne poluge tako da je poluga u svom normalnom stanju stalno u gornjem položaju. Da biste to učinili, možete koristiti čeličnu oprugu ili elastičnu gumenu traku.
Konačno, dovršavamo električni krug mini zavarivača spajanjem žice sa standardnim utikačem za mrežu od 220 V na krajeve primarnog namota našeg energetski transformator, a neophodno je osigurati prekidač od 220 V. Za to je prikladna i stara žica iz mikrovalne pećnice i bilo koji prekidač dizajniran za napon od 220 V i struju od 5 A, bolje je ako je to guranje. -tipa mikroprekidača (micrik).
Važno! Ne zaboravite pravilno izolirati sve električne spojeve i kontakte.
To je to, vaš ručno izrađeni mini zavarivač za vašu vikendicu ili dom je spreman i, kako se ispostavilo, nije tako teško napraviti ga sami. Sada možete sigurno zavarivati male ravne dijelove od raznih metala, ali za to ćete morati vježbati i steći praktične vještine.
Također možete pogledati video o tome kako vlastitim rukama izraditi otporno točkasto zavarivanje i kako ga možete koristiti.
Kupnja aparata za zavarivanje nije dostupna svima, jer ovaj alat ima visoku cijenu. Stoga je mnogo jeftinije napraviti ga sami od otpadnog materijala. Dalje ćemo razmotriti značajke upotrebe i proizvodnje stroja za točkasto zavarivanje.
Stroj za točkasto zavarivanje: princip rada i osnove izrade
Opseg primjene otpornog zavarivanja je prilično širok; ovaj alat se koristi u popravku ili proizvodnji raznih vrsta metalnih proizvoda. Osim toga, uz pomoć ovog uređaja moguće je jednostavno izvoditi razne radove na izradi metalnih stepenica, vrata, konstrukcijskih elemenata itd.
Princip otpornog zavarivanja je da električna struja zagrijava određena područja čeličnih dijelova koji su u međusobnom kontaktu. U tom slučaju nastaje zavareni spoj, koji se naziva šav. Konačni rezultat zavarivanja izravno ovisi o vrsti materijala od kojeg je dio izrađen i njegovoj gustoći. Osim toga, treba uzeti u obzir sljedeće parametre:
- krug zavarivanja trebao bi imati prilično nizak napon, od jednog do deset vata;
- postupak zavarivanja traje ne više od nekoliko sekundi;
- puls zavarivanja ima visoku snagu struje;
- što je manja zona taljenja, to je bolje zavarivanje;
- Zavareni šav mora izdržati velika opterećenja.
Rezultat zavarivanja izravno ovisi o tome koliko su ispravno promatrane ove karakteristike. Sami izraditi stroj za zavarivanje prilično je složen proces, za čiju ćete kvalitetu morati slijediti određene upute i tehnološke preporuke.
Jednostavnija opcija je sastaviti aparat za zavarivanje s promjenjivom strujom. Ovaj uređaj kontrolira proces zavarivanja mijenjanjem trajanja impulsa zavarivanja koji pogađa dio. Za izvođenje ovih radnji trebat će vam relej sata koji se podešava automatski ili ručno.

Glavna komponenta domaćeg stroja za točkasto zavarivanje je transformator za zavarivanje, koji se često može naći u takvim kućanskih aparata poput mikrovalne pećnice, TV-a itd. Namoti transformatorskog uređaja premotavaju se u odnosu na potrebnu struju i napon, pri čemu se provodi zavarivanje.
Da biste odabrali opseg kontrole stroja za zavarivanje, prvo morate sastaviti glavne mehanizme uređaja. Strukturni elementi stroja za zavarivanje odabiru se u odnosu na njegovu snagu i parametre transformatora - glavnog mehanizma.
Izrada aparata za otporno zavarivanje provodi se u odnosu na vrstu njegove primjene i karakteristike materijala s kojim će biti potrebno raditi. Najčešće su kliješta za zavarivanje spojena na glavni uređaj.
Imajte na umu da svi električni priključci moraju biti visoke kvalitete. Sve žice moraju biti odgovarajućeg promjera i presjeka. Ako je krug nepouzdan, struja će se izgubiti. U tom slučaju može doći do iskrenja i proces zavarivanja će se zaustaviti.

Dijagram stroja za točkasto zavarivanje metalnih dijelova
Da biste sami izradili kontaktni uređaj za točkasto zavarivanje, upotrijebite donje dijagrame. Prvi od njih se koristi ako se aparat za točkasto zavarivanje koristi za zavarivanje limova debljine do jednog milimetra, kao i za žicu i šipku promjera do četiri milimetra.
U ovom slučaju trebat će vam sljedeći uređaj:
- uređaj koji radi na izmjeničnom naponu od 220 W;
- tip izlaznog napona je 3-7 V, u praznom hodu;
- maksimalna vrijednost struje zavarivanja je do jedne i pol tisuće ampera.
Cijeli uređaj se razlikuje po prisutnosti temeljnog kruga, koji uključuje komponentu napajanja, automatizirani prekidač i upravljački krug. Ako se tijekom rada pojave problemi hitne situacije, tada se sprječavaju upravo uz pomoć sklopke. Na prvom čvoru nalazi se transformator za zavarivanje T2 i uređaj u obliku beskontaktnog tiristorskog prekidača jednofaznog tipa, uz pomoć kojeg je primarni namot spojen na električnu energiju.

Druga verzija upravljačkog kruga uključuje izradu namota na transformatoru za zavarivanje s određenim zavojima. Na primarnom namotu postoji šest vodećih dijelova. Njihovim prebacivanjem moguće je regulirati izlaznu struju zavarivanja u odnosu na sekundarni namot. Istodobno, trajna veza mrežnog kruga ostaje na prvom terminalu, a uz pomoć ostalih regulira se rad električnog napajanja.
Starter s oznakom M TT4 K je u masovnoj proizvodnji. Ovaj modul se razlikuje po prisutnosti tiristorskog prekidača, koji tijekom procesa zatvaranja prebacuje opterećenje kroz prvi i treći kontakt. Ovaj uređaj može raditi pod maksimalnim naponom do osam stotina vata i strujom do osamdeset ampera. Ova kontrolna shema sadrži:
- pogonska jedinica;
- lanac za postavljanje mehanizma;
- relej k1.

Za napajanje stroja za zavarivanje koristi se bilo koja vrsta transformatora, čija je snaga do dvadeset vata. Istodobno, treba ga koristiti kada radi na nazivnoj mreži od 220 V. Napon koji izlazi na drugoj verziji namota bit će oko 22 V. Kako bi se ispravio strujni izvor, preporuča se instalirati diodni most. Osim toga, moguće je koristiti bilo koji drugi mehanizam koji ima iste parametre.
Za zatvaranje četvrtog i petog kontakta koristi se relej k1. Ovaj proces se provodi primjenom napona iz upravljačkog kruga na namot. Vrijednost uključene struje neće biti veća od 99 mA. U ovom slučaju trebat će vam gotovo svaki relej s elektromagnetskim karakteristikama niske struje.

Struktura i dizajn aparata za točkasto zavarivanje
Postoji nekoliko funkcija upravljačkog kruga. Kada je k1 uključen na određeno vremensko razdoblje, postavlja se određena vrsta vremena. U ovom slučaju moguće je postaviti određeno vrijeme za opskrbu elektroničkih impulsa dijelovima koji se zavaruju.
Električni krug sadrži kondenzatore, od c1 do c6. Imaju elektrolitičke karakteristike, s naponom većim od 52 V. Osim toga, bit će potreban kondenzator kapaciteta 46 μF. Kada je normalno zatvorena kontaktna skupina otvorena, relej se puni izravno kroz napajanje.
Glavni energetski dio ovog mehanizma je transformator. Uz njegovu pomoć, jedna vrsta električne energije pretvara se u drugu. U ove svrhe koristi se magnetska žica od 2,5 A, treba se riješiti starog namota, na kraju magnetske žice, za čiju se proizvodnju koristi električni karton. Preklopljeni su po unutarnjem i vanjskom rubu. Zatim se magnetski krug namotava lakiranom tkaninom u tri ili više slojeva. Da biste dovršili namotavanje, trebat će vam sljedeće žice:
- primarni namot je promjera oko 1,5 mm kako bi bio bolje zasićen sastavom laka, preporuča se koristiti žicu na bazi tkanine;
- Sekundarni namot ima promjer od oko dva centimetra i sadrži višežilnu izolaciju organosilikonskog podrijetla.
U procesu izrade prvog namota treba opremiti međupriključke. Zatim je impregniran lakom. Na primarni kolut namotana je pamučna traka, koja je također impregnirana sastavom laka. Nakon toga slijedi proces sekundarnog namotavanja, te daljnje impregniranje lakom.
Izrada domaćeg stroja za točkasto zavarivanje također uključuje izradu kliješta. Postoje dvije vrste kliješta: stacionarna ili daljinska. Prva opcija je lakša za proizvodnju, budući da imaju visokokvalitetnu i pouzdanu izolaciju, s dijelovima čvorova koji su međusobno čvrsto povezani. Ali ova kliješta imaju određeni nedostatak: za stvaranje sile stezanja potrebno je izravno sudjelovanje osobe koja obavlja zavarivanje.
Daljinska kliješta su praktičnija za korištenje, lako se uklanjaju i ne zauzimaju puno prostora. Za kontrolu sile kliješta dovoljno je promijeniti duljinu njihovog produžetka iza uređaja. Na spojnoj točki vanjskih kliješta za zavarivanje potrebno je ugraditi vijke, čahure i podloške kako bi se osigurala pouzdana vodonepropusnost.
U procesu izrade vlastitim rukama kliješta za aparat za točkasto zavarivanje, potrebno je odrediti količinu izbočine iz prostora elektrode, udaljenost između tijela i mjesta pomičnih zglobova na ručki. Ovaj parametar utječe na najveću moguću udaljenost između zavara i ruba spoja lima.
Za izradu steznih elektroda koristite bakrene šipke ili berilij broncu. Moguće je koristiti vrh iz stroja za lemljenje velike snage. Promjer elektrode mora odgovarati promjeru žice na koju je spojena. Kako bi jezgre za zavarivanje bile kvalitetne, krajevi elektrode moraju se sužavati i imati minimalnu veličinu.

Kako napraviti aparat za točkasto zavarivanje iz mikrovalne pećnice
Cijena aparata za točkasto zavarivanje je prilično visoka, pa je puno jeftinije napraviti ga sami. Tijekom rada trebat će vam mikrovalna pećnica; poželjno je odabrati veći uređaj. Snaga budućeg stroja za zavarivanje ovisi o ovom parametru.
Ako nemate mikrovalnu pećnicu, možete je potražiti na buvljaku ili pitati susjede i vrlo jeftino kupiti nepotrebnu mikrovalnu pećnicu. Zatim biste trebali rastaviti mikrovalnu pećnicu i ukloniti iz nje dio u obliku visokonaponskog transformatora.
Imajte na umu: unatoč činjenici da rastavljate mikrovalnu pećnicu koja nije priključena na napajanje, unutar nje postoje dijelovi koji su podložni strujnom udaru čak iu tom stanju.
Među glavnim dijelovima transformatora bilježimo jezgru i dvije vrste namota - primarni i sekundarni. Dva tanka zavara koriste se za spajanje jezgre; njih treba odbaciti. To se može učiniti pomoću čekića i pile za metal. Za rezanje možete koristiti i brusilicu. Na taj način ćete doći do namota transformatora, pokušajte ih ne oštetiti. Za uklanjanje sekundarnog namota, pažljivo odrežite sekundar i izvucite željeni.
Nakon toga dobit ćete jezgru od transformatora i njegov primarni namot. Jezgra se mora sastojati od dva dijela međusobno odvojena.

Zatim biste trebali izvesti sekundarni namot dijela transformatora. U tu svrhu trebat će vam bakreni kabel istog presjeka kao i utor transformatora. Navijte oko dva kruga. Koristeći standardnu dvokomponentnu epoksidnu smolu, dvije polovice jezgre su međusobno spojene. Kako bi bolje pristajale, stavite ih u škripac.
Provjerite razinu napona na izlazu mehanizma transformatora; ne smije prelaziti dva volta. U ovom slučaju minimalna vrijednost struje je 850 A.
Dalje, trebali biste se pobrinuti za izradu tijela stroja za zavarivanje; u te svrhe možete koristiti drvo ili plastiku visoke čvrstoće. Stražnja ploča kućišta trebala bi imati nekoliko rupa, od kojih će jedna biti odgovorna za napajanje, a druga za isključivanje i uključivanje mehanizma.
Ako je tijelo izrađeno od drva, onda ga treba dobro brusiti, premazati impregnacijom i lakom. Za izradu ručnog aparata za točkasto zavarivanje trebat će vam i:
- strujni kabel;
- ručka za vrata;
- prekidač;
- bakreni držači iz kojih će se izrađivati elektrode;
- bakrena žica s velikim poprečnim presjekom;
- vijci za drvo i čavli.

Nakon što se dio tijela osuši, trebate sastaviti ovaj uređaj i spojiti sve dijelove. Zatim biste trebali odrezati dva dijela bakrene žice, veličina svakog dijela je oko 25 mm. Oni će obavljati funkciju elektroda; dovoljno je koristiti obični odvijač. Zatim biste trebali popraviti prekidač; debeli kabel sprječava njegovo ispadanje. Za pričvršćivanje transformatora na dio tijela koristite obične samorezne vijke. U tom slučaju trebali biste se pobrinuti za uzemljenje koje je pričvršćeno na jedan od terminala.
Za veću sigurnost u korištenju ovog mehanizma preporučamo ugradnju još jednog dodatnog prekidača. Za pričvršćivanje poluga također se koriste samorezni vijci i čavao. Na krajnjim dijelovima poluga ugrađene su kontaktne elektrode. Koristite običnu gumu za podizanje nadlaktice. Nakon što elektrode pregore, lako se zamjenjuju novima izrađenima na isti način.
Jednostavan stroj za elektrolučno zavarivanje svatko može napraviti kod kuće, bez upotrebe specijalizirane opreme ili strujnih krugova. Sve što nam treba su samo dvije mikrovalne pećnice koje se mogu naći na deponiji ili dva transformatora iz njih.
Rastavljamo mikrovalne pećnice i vadimo transformatore.

Ovi pojačavajući transformatori, odnosno pretvaraju 220 volti u napon od oko 2,5 kV, potreban za rad magnetrona. Stoga njihov sekundarni namot sadrži žicu manje debljine i s većim brojem zavoja. Takav transformator ima snagu od oko 1200 W.
Da bismo sastavili aparat za elektrolučno zavarivanje, ne moramo rastavljati jezgru ovih transformatora. Jednostavno ćemo izrezati i izbušiti sekundarni visokonaponski namot. Obično ovaj namot dolazi odozgo, a primarni namot je 220 V odozdo.
Alat koji nam je potreban za rad.

Izrada jednostavnog stroja za zavarivanje iz mikrovalne pećnice vlastitim rukama
Uzimamo transformator i osiguravamo ga da se ne miče. Uzimamo pilu za metal i odrežemo sekundarni namot s obje strane oba transformatora. Ako odlučite ponoviti, pazite da ne oštetite primarni namot.


Zatim izbušimo namot s bušilicom s bušilicom za metal, čime se oslobađa unutarnje naprezanje metala, što olakšava izbijanje ostataka.



Izbacujemo ostatke namota.

Imamo dva transformatora s namotima od 220 V s lijeve strane, iznad namota, ima strujni šant koji razdvaja namote. Za povećanje snage, također ih je potrebno izbaciti. Takva manipulacija će povećati snagu transformatora za 20-25 posto.
Postoji i mali niskonaponski namot od para žica između velikih namota - i to izbacujemo.

Uzimamo nasukanu žicu u plastičnoj izolaciji s presjekom od šest kvadrata i duljinom od 11-12 metara. Možete uzeti više užetanu žicu, a ne grubu kao u mom primjeru.


Namotao sam oko 17-18 zavoja na svakom transformatoru, 6 reda visine i 3 sloja debljine.





Namoti su spojeni u seriju. Sve sam namotao jednom žicom, ali možeš svaki transformator posebno namotati pa spojiti. Cijeli namot je vrlo čvrst i ne bi trebao visjeti.

Nakon završetka namotavanja paralelno spajamo visokonaponske namotaje od 220 V. Koristio sam prstenove za automobile, izolirane termoskupljajućom cijevi.

Uključio sam cijelu strukturu i izmjerio napon na sekundaru koji sam namotao. Rezultat je bio oko 31-32 volta.

Zatim sam uzeo drvenu ploču i pričvrstio oba transformatora samoreznim vijcima da bude jedan komad.

Kod zavarivanja ću koristiti elektrode od 2,5 mm i zavariti dva komada željeza debljine 2 mm.
Zadovoljan sam rezultatom; sasvim je prikladan za potrebe kućanstva, s obzirom da sam zapravo sve dobio besplatno.
Pogledajte video o izradi aparata za elektrolučno zavarivanje
Kućni vodovod je dio života ekonomska osoba. Jedan od najpopularnijih kućnih uređaja je točkasto zavarivanje. Pretpostavlja prisutnost tvorničkog ili domaćeg uređaja za zavarivanje. Nije teško stvoriti sličan uređaj koji će se koristiti za točkasto zavarivanje vlastitim rukama; potrebna vam je samo želja i neki dostupni alati.
Značajke i princip točkastog zavarivanja
Počnimo proučavati pitanje kako napraviti točkasto zavarivanje vlastitim rukama s principom rada.
Danas je točkasto zavarivanje traženo ne samo u svakodnevnom životu, već iu proizvodnji, jer može riješiti i najteže zadatke. U industriji se u pravilu koriste uređaji koji rade u automatskom načinu rada životni uvjeti Za točkasto zavarivanje koristi se poluautomatski stroj za zavarivanje.
Točkasto otporno zavarivanje u proizvodnji potrebno je za zavarivanje limova od željeznih i obojenih metala. Koristi se za zavarivanje proizvoda od profila različitih debljina i konfiguracija, kao i za presijecanje metalnih izradaka. Pod određenim uvjetima moguće je postići brzi način rada do 600 točaka u minuti.
Mnogi ljudi su zainteresirani za pitanje kako napraviti točkasto zavarivanje kod kuće? U kućno okruženje točkasto zavarivanje koristi se za popravak kućanskog pribora i, ako je potrebno, za zavarivanje električnih žica.
Postupak točkastog zavarivanja uključuje nekoliko faza:
- obradaci se kombiniraju u traženom položaju;
- pričvrstite dijelove izravno između steznih elektroda instalacije;
- površine se zagrijavaju, pri čemu se dijelovi deformiraju i međusobno spajaju.
Postoji još jedna tehnologija povezivanja točka - lasersko zavarivanje. Sposoban je za obavljanje zadataka koji uključuju rad visoke preciznosti i ekstremnu snagu lemljenja.
Ispada da je načelo točkastog zavarivanja prekomjerno zagrijavanje radnih metalnih površina, što rezultira njihovim stapanjem i jedinstvenom strukturnom novotvorbom.
Glavnu ulogu u procesu zavarivanja igra impulsni odziv struje, koji stvara potrebno zagrijavanje metalnog područja. Jednako važna karakteristika je vrijeme izlaganja i sila držanja dijelova. Zahvaljujući ovim parametrima, metalna struktura kristalizira.

Glavne prednosti električnog kontaktnog zavarivanja iz stroja za zavarivanje su:
- isplativost korištenja;
- jak šav;
- jednostavnost opreme;
- domaće točkasto zavarivanje može se stvoriti kod kuće;
- mogućnost automatizacije u poslovnom okruženju.
Jedini nedostatak u točkastom spajanju dijelova smatra se nepropusna veza.

Glavni zahtjevi za opremu za zavarivanje su:
- mogućnost promjene vremena procesa;
- stvaranje pritiska u radnom području, dostizanje granice na kraju procesa grijanja;
- prisutnost elektroda s visokom vodljivošću energije i topline.
Za upotrebu u kućanstvu prikladni su elektrolitski bakar i njegova mješavina EV stupnja. Važno je napomenuti da površina kontaktnog područja elektrode mora premašiti spoj (šav) koji treba zavariti 2,5 puta.
Sami sastavite aparat za zavarivanje
Za točkasto zavarivanje dijelova potrebno je izraditi odgovarajuću opremu. DIY instalacija za točkasto zavarivanje napravljena kod kuće može imati bilo koji oblik - od prijenosnih varijanti do modela velikih dimenzija. U praksi se obično koriste stolne verzije za spajanje raznih metala. Prije nego što napravite točkasto zavarivanje iz pretvarača, trebali biste se upoznati s materijalima koji će biti potrebni tijekom proizvodnje.
- pretvarač energije, odnosno transformator;
- električni kabel s izolacijom s presjekom od 10 mm;
- bakrene elektrode;
- prekidač;
- savjeti;
- vijci;
- improvizirani alati i materijali za izradu baze okvira ili kliješta za zavarivanje (drveni blokovi, reciklirani materijali, šperploča).

1 - modificirani transformator OSM-1.0; 2 - vodič (duraluminijska šipka promjera 30, L300, 2 kom.); 3 - košuljica (čelična šipka promjera 10, L30, 2 kom.); 4 - elektroda (bakrena šipka promjera 12, L50, 2 kom.); 5 - mjedena podloška (2 kom.); 6.12 - vijci M6; 7 ručka; 8 - ekscentrični; 9 - obraz (2 kom.); 10 - opruga; 11 - izlaz polovice sekundarnog namota (4 kom.); 13 - čahura od tekstolita (s utorom za krajnju petlju opruge); 14 - M8 vijak (6 kom.); 15 - podloška za tekstolit (4 kom.); 16 - izolacijska prevlaka (lakirana tkanina ili zaštitna ljepljiva traka na tkanini, 2 kom.); 17 - kućište transformatora.
Instalacijski dijagrami
Glavne vrste shema montaže uređaja za zavarivanje su jednostavni projekti s minimalnom količinom potrebnih materijala. Važno je napomenuti da proizvedena oprema neće biti moćna, odnosno ova shema točkastog zavarivanja namijenjena je samo za kućnu upotrebu. Namjena mu je zavarivanje malih listova željeza i električnih žica.

Da biste razumjeli kako raditi otporno zavarivanje, sjetite se školskog kurikuluma, odnosno fizikalnog pravila "Joule-Lenz zakona": kada električna energija prolazi kroz vodič, količina toplinske energije stvorene u njemu izravno je proporcionalna otporu vodiča, vrijeme ekspozicije i kvadrat električne struje. Zaključak, ako je struja u početku bila velika (na primjer, 1000 A), tada će se sa slabom vezom i malim žicama potrošiti više energije (nekoliko tisuća puta) nego s nižom električnom strujom (10 A). Odnosno, kvalitetu sastavljenog električnog kruga igra važnu ulogu.

Stvaranje električnog impulsa između dva dijela metalnih proizvoda smatra se osnovnim dijelom rada instalacije za zavarivanje. To će zahtijevati mali pretvarač energije. Proizvod za zavarivanje mora biti spojen na donji namot uređaja, a metalna elektroda na sekundar.
Vrijedno je napomenuti da Neprihvatljivo je izravno kombinirati pretvarač s izvorom energije. U tu svrhu je u električnom krugu predviđen most s elektroničkom sklopkom (tiristor). Za stvaranje potrebnog impulsa uređaj mora imati pomoćno napajanje, koje uključuje most za ispravljanje energije i transformator. Električna struja bit će koncentriran u kondenzatoru, čija je uloga formiranje impulsa.

Da bi domaći aparat za otporno zavarivanje radio, morate pritisnuti "pulsnu tipku" na ručki pištolja da biste otvorili dijagram strujnog kruga kondenzator-otpornik. Kao rezultat ovih manipulacija, kroz metalnu šipku će se pojaviti pražnjenje. Za učvršćivanje teoretskog materijala preporuča se pogledati video trening koji detaljno objašnjava točkasto zavarivanje. To vam omogućuje vizualno razumijevanje kako se sve to radi ispravno.
Domaći uređaj iz mikrovalne pećnice
Budući da nije uvijek moguće izdvojiti dodatnu količinu novca za strojeve za točkasto zavarivanje, možete ga sami napraviti. To će zahtijevati prilično snažnu mikrovalnu pećnicu.
Sklop transformatora
Potreban vam je samo jedan dio iz mikrovalne pećnice - visokonaponski transformator za točkasto zavarivanje. Ovaj dio zahtijeva samo jezgru (magnetistor) i primarni (donji) namot. Za uklanjanje nepotrebnih područja možete koristiti čekić, brusilicu ili pilu za metal. Nakon uklanjanja sekundarnog namota transformatora, potrebno je izraditi domaći transformator za otporno zavarivanje. Da biste to učinili, trebali biste koristiti bakreni kabel promjera jednakog otvoru transformatora. Potrebno je napraviti dva okreta. Za spajanje dva dijela jezgre trebat će vam epoksidna smola.

Baza je gotova, sada moramo raditi na tijelu domaće instalacije. U tu svrhu koriste se različiti polimeri, na primjer, plastika ili drvo. Stražnji dio kućišta za ugradnju točka trebao bi sadržavati nekoliko otvora. Jedan otvor će služiti kao ključ za uređaj, a drugi će služiti za napajanje električnom energijom.
Ako se umjesto plastike koristi drvo, prvo morate izvršiti nekoliko pripremnih radnji, naime brušenje, impregnaciju i lakiranje. Da biste vlastitim rukama izradili radni stroj za točkasto zavarivanje, trebat će vam:
- kabel za napajanje instalacije za zavarivanje;
- ručka za vrata;
- prekidač;
- bakreni držači;
- električna žica velikog promjera;
- potrošni materijal (vijci, čavli).
Nakon što se karoserijski dio osuši, potrebno je sastaviti instalaciju i spojiti sve pripadajuće dijelove. Nakon toga, bakrena žica se reže na 2 dijela, od kojih je svaki otprilike 25 mm. Ovi elementi će obavljati funkciju elektroda. Da biste ih popravili, samo koristite standardni odvijač. Zatim trebate instalirati ključ sustava; debeli električni kabel spriječit će ga da isklizne. Za pričvršćivanje transformatora na tijelo strukture, možete koristiti samorezne vijke, ali ne zaboravite na uzemljenje jednog od terminala.

Kako bi se povećala sigurnost korištenja uređaja za zavarivanje, preporuča se ugradnja pomoćnog prekidača. Mali čavli i drugi spojni elementi također se koriste za pričvršćivanje radnih krakova. Na krajnje dijelove ručki pričvršćene su kontaktne metalne šipke. Za podizanje gornje ručke koristi se standardni polimer - guma.
Stvaranje elektroda
Elementi koji se koriste za "uradi sam" točkasto zavarivanje moraju ispunjavati određene zahtjeve, naime otpornost na radne temperature, dobru električnu vodljivost i jednostavnost strojne obrade.
Za to su savršene bakrene žice s presjekom od 15 mm ili više. Osnovno načelo je da poprečni presjek elektrode ne smije biti manji od promjera žice. Ako vam ne smeta, možete koristiti vrhove od 2 lemila, koji će sigurno dugo trajati.

Kontrole
Otporno zavarivanje "uradi sam" ima jednostavan uređaj. Postoje samo dva sustava upravljanja - prekidač i ručka. Prekidač za točkasto zavarivanje je fiksiran u krugu primarnog namota. To je neophodno jer postoji veća struja u sekundarnom namotu, a sklopni sustav će stvoriti dodatni otpor. Prekidač je instaliran na poluzi, tako da će biti prikladnije raditi. Odnosno, jednom rukom možete uključiti struju, a drugom držati materijale koji se zavaruju.
Vrijedno je napomenuti da uključivanje i isključivanje struje zavarivanja mora se vršiti samo sa komprimiranim elektrodama, jer će se u suprotnom pojaviti iskra, što će dovesti do njihovog spaljivanja. Također se preporučuje korištenje ventilatora za hlađenje uređaja.
Ako takav sustav hlađenja nije dostupan, tada treba stalno pratiti temperaturu pretvarača energije, metalnih elektroda, električnih žica i napraviti dodatne prekide kako bi se spriječilo pregrijavanje.

Danas nije problem kupiti aparat za točkasto zavarivanje ako ga imate unovčiti. Svaka specijalizirana trgovina će ponuditi cijela serija instalacije za točkasto spajanje dijelova, različitih kapaciteta i proizvođača. Ali za kućne majstore nije uvijek moguće odabrati potrebne parametre, pa će izrada stroja za točkasto zavarivanje vlastitim rukama biti optimalno rješenje. Sve potrebne potrepštine možete posuditi i pronaći kod kuće. Instalacija za točkasto zavarivanje "uradi sam" ne kvari se i radi savršeno, osiguravajući tako potrebne manje popravke na metalnim proizvodima.
U radioamaterskoj praksi otporno zavarivanje se ne koristi često, ali se ipak događa. I kad dođe takav slučaj, ali nema ni želje ni vremena da se napravi dobar i veliki stroj za točkasto zavarivanje. Da, čak i ako to učinite, kasnije će ležati u praznom hodu, jer do sljedeće upotrebe možda neće doći.
Na primjer, trebate spojiti nekoliko baterija u krug. Spajaju se tankom metalnom trakom, bez lemljenja, jer se baterije uglavnom ne preporučuju za lemljenje. Za takve svrhe, pokazat ću vam kako sastaviti jednostavan stroj za točkasto zavarivanje vlastitim rukama za oko 30 minuta.
- Trebamo transformator izmjenične struje s naponom sekundarnog namota od 15-25 volti. Nosivost nije bitna.
- Kondenzatori. Uzeo sam 2200 uF - 4 komada. Možete imati više, ovisno o snazi koju trebate dobiti.
- Bilo koji gumb.
- Žice.
- Bakrena žica.
- Diodni sklop za ispravljanje. Također možete koristiti jednu diodu za poluvalno ispravljanje.
Dijagram aparata za otporno točkasto zavarivanje
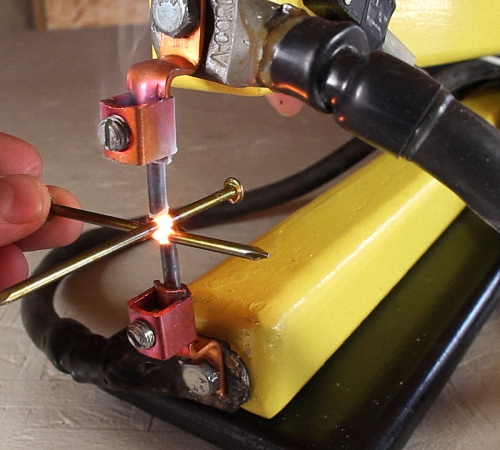
Rad uređaja je vrlo jednostavan. Kada pritisnete gumb instaliran na vilici za zavarivanje, kondenzatori se pune na 30 V. Nakon toga se na vilici za zavarivanje pojavljuje potencijal, budući da su kondenzatori spojeni paralelno s vilicom. Za zavarivanje metala spajamo ih i pritiskamo vilicom. Kada su kontakti zatvoreni, dolazi do kratkog spoja, uslijed čega iskre skaču i metali se zavaruju.
Sastavljanje aparata za zavarivanje


Zalemite kondenzatore zajedno.
Izrada vilice za zavarivanje. Da biste to učinili, uzmite dva komada debele bakrene žice. I zalemite ga na žice, izolirajući mjesta lemljenja električnom trakom.
Tijelo utikača bit će aluminijska cijev s plastičnim utikačem kroz koji će viriti vodovi za zavarivanje. Kako nam žice ne bi propadale, postavljamo ih na ljepilo.



Na ljepilo također postavljamo čep.


Zalemite žice na gumb i pričvrstite gumb na utikač. Sve omotavamo električnom trakom.


To jest, četiri žice idu na čep za zavarivanje: dvije za elektrode za zavarivanje i dvije za gumb.
Sastavljamo uređaj, lemimo utikač i gumb.

Uključite ga i pritisnite gumb za punjenje. Kondenzatori se pune.

Mjerimo napon na kondenzatorima. To je otprilike 30 V, što je sasvim prihvatljivo.
Pokušajmo zavariti metale. U principu je podnošljivo, s obzirom da nisam uzeo potpuno nove kondenzatore. Traka se dosta dobro drži.






Ali ako vam treba više snage, možete izmijeniti krug na ovaj način.

Prvo što upada u oči je veći broj kondenzatora, što značajno povećava snagu cijelog uređaja.
Dalje, umjesto gumba - otpornik s otporom od 10-100 Ohma. Odlučio sam da se prestanem petljati s gumbom - sve se napuni za 1-2 sekunde. Plus, gumb se ne lijepi. Uostalom, trenutna struja punjenja je također pristojna.
I treći je prigušnica u krugu vilice, koja se sastoji od 30-100 zavoja debele žice na feritnoj jezgri. Zahvaljujući ovoj prigušnici, trenutno vrijeme zavarivanja će se povećati, što će poboljšati njegovu kvalitetu, a vijek trajanja kondenzatora će se produžiti.
Kondenzatori koji se koriste u takvom aparatu za otporno zavarivanje osuđeni su na rani kvar, jer takva preopterećenja za njih nisu poželjna. Ali oni su više nego dovoljni za nekoliko stotina zavarenih spojeva.